Analysis of Core Terminologies for Titanium Anode
As a core material in the modern electrochemical industry, titanium anode play an irreplaceable role in numerous electrolysis fields due to their excellent performance.
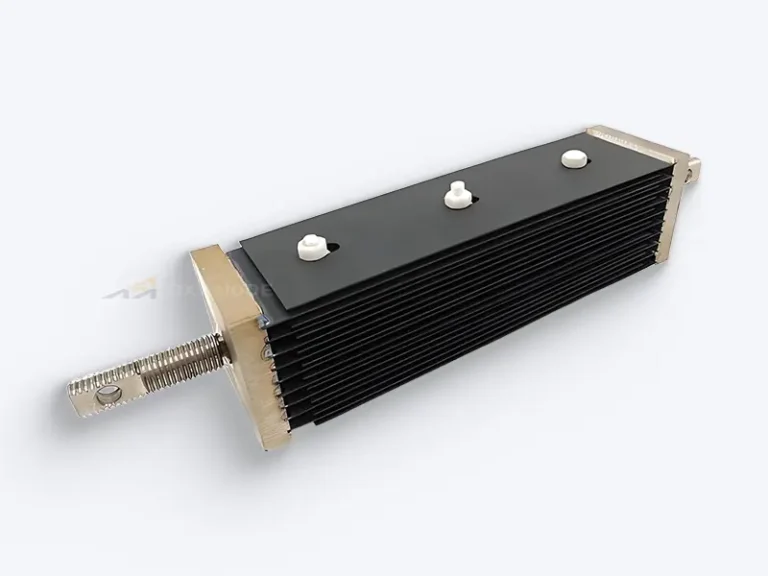
- Definition of Titanium AnodeThe full name of the titanium anode is the titanium-based metal oxide coated anode (MMO), which is an electrochemical electrode with titanium as the substrate and a surface coated with precious metal oxides. It is also known as the DSA anode (Dimensionally Stable Anode). By combining the precious metal oxide coating with the titanium substrate, the titanium anode achieves a perfect balance of electrical conductivity, corrosion resistance, and electrocatalytic activity.
- DSA titanium anodeDSA is the abbreviation of Dimensionally Stable Anode, also known as DSE (Dimensionally Stable Electrode). This name originates from the characteristic that the distance between the titanium anodes hardly changes during the electrolysis process, which can ensure that the electrolysis operation is carried out under the condition of stable cell voltage.
- MMO titanium anodeMMO stands for Metal Oxide Coating, which is usually composed of oxides of platinum group metals (such as ruthenium, iridium, platinum, etc.). This coating endows titanium anodes with excellent electrical conductivity, corrosion resistance, chemical stability, and electrocatalytic activity. Although titanium itself has poor electrical conductivity, by coating it with a highly conductive MMO layer, the titanium anode as a whole exhibits excellent conductive properties.
- Electrocatalytic activityIt refers to the catalytic effect of platinum group precious metals themselves on the discharge of chlorine and oxygen ions, and the catalytic ability of each precious metal varies in strength.
For example, ruthenium has a catalytic effect on chlorine, and iridium also has a catalytic effect on oxygen discharge. - OverpotentialThe part of the actual electrode potential that exceeds the theoretical equilibrium potential, expressed in volts (v). It represents the quality of the electrode’s activity. Electrode materials with low overpotential are more energy-efficient.
- Limiting currentThe current limit value at which the current can no longer pass normally, which is ultimately caused by a decrease in liquid conductivity due to the continuous reduction of solute in the electrolyte during the electrolysis process, or reasons such as electrode passivation. Since electrolytic cells generally use a constant-voltage DC power supply, the output power of the power supply is fixed. Therefore, as the passing current decreases, it manifests as a gradual increase in the cell voltage. In the metal electrowinning production site, the purpose of operators increasing the cell voltage as the electrolysis time increases is to keep the electrolytic reaction going.
- PolarizationIt refers to a process where the electrode reaction exceeds the equilibrium potential. For example, in the process of hydrogen evolution at the cathode, when hydrogen gas starts to be generated, it is the process where hydrogen ions begin to polarize.
- Oxygen evolution potential and chlorine evolution potentialAnode potential = reference electrode potential + potential relative to the reference electrode
It is actually a relative potential, which generally corresponds to the potential measured with a calomel electrode (SCE) as the cathode (the electrode’s own potential is 0.24V). For example, if the experimentally determined chlorine evolution potential of an electrode is 1.13V, then the actual chlorine evolution potential of the electrode should be 1.13 + 0.24 = 1.37V. It should be noted that the measurement of all potentials must be carried out under the same experimental conditions to be comparable. - The influence of electrolyte on the rate of electrolytic reactionThe electrolyte is actually equivalent to a conductor in the electrolytic cell reaction process. Its current conduction performance and the amount of solute directly affect whether the result of the electrolytic reaction can meet the expected effect. The influencing data include concentration, conductivity, etc.
- Current efficiencyIt refers to the ratio of the actual chemical energy generated under the consumption of electrical energy to the theoretical chemical energy after a certain amount of current passes through. There are two calculation methods (measured from the perspectives of products and electricity consumption). A high current efficiency indicates low current loss, that is, fewer side reactions.


Classification of Titanium Anode
- Chlorine evolving type: Ruthenium-based anode, electrolytic environment contains Cl ions such as NaCl, KCl, NiCl, etc.
Industrial applications: Chlor-alkali industry, sodium hypochlorite generator, electrodialysis (seawater purification), electrodeposition, Co, Ni, seawater decontamination, swimming pool disinfection, industrial sewage treatment. - Oxygen evolution type: iridium-based anode (electrolyte environment contains SO42-, CO32 and other oxygen containing anions)
Industrial applications: copper foil (circuit boards), aluminum foil, PS plates (printed circuit boards), chromium plating (decorative purposes), cathodic protection (soil), galvanizing of steel plates, electrolytic extraction of non-ferrous metals, and treatment of printing and dyeing wastewater. - Organic + Inorganic Type: Lead dioxide anode, used in organic synthesis with high oxygen evolution potential and sewage treatment.
- Special anode: Platinized titanium anode, Industrial applications: cathodic protection, ionized water, high-speed copper electroplating, precious metal electroplating, test electrodes, electrolytic synthesis of organic compounds, electroplating industry, chromium electroplating, electrodialysis.
Sheet: Performance Comparison between Titanium Anodes and Other Common Anode Materials
Performance indicators | titanium anode | Graphite anode | Lead alloy anode |
service life | 3 years or more | About 8 months | 1 year |
Electric energy consumption | Low (can be reduced by 10-20%) | High | medium |
current density | High (can increase production intensity) | Low | medium |
Pollution risk | None | Graphite dissolution pollution | Lead dissolution pollution |
Dimensional stability | Excellent | Poor (gradually dissolving) | medium |


Failure of titanium anode electrode
- short circuit failureIf the distance between the anode and cathode is too small, or there is scaling in between that acts as a bridge, it will cause instantaneous contact conduction or breakdown of the intermediate electrolyte, resulting in burnout of the anode coating and dissolution and breakdown of the substrate.
- Coating peeling offThe active substance detaches from the anode. According to the dominant direction of the expansion of the peeling area, it can be divided into two forms: lateral peeling (along the direction parallel to the coating surface) and longitudinal peeling (along the direction perpendicular to the coating surface).
- Passivation of titanium anode coatingThere is no change in the macroscopic size of the titanium anode surface, but changes in its microstructure or chemical composition lead to a significant increase in its resistance, making it unable to effectively carry out electrochemical reactions. • According to the characteristics of the composition distribution of the coating after passivation failure, it can be divided into internal oxidation type and active center loss type. The internal oxidation type refers to the reaction between oxygen penetrating the coating and the substrate, generating non-conductive TiO₂. The active center loss type refers to the reaction between oxygen and the oxygen-deficient oxide of the coating, which destroys the oxygen-deficient structure and leads to the passivation failure of the coating.
- Corrosion of titanium anode coatingThe titanium anode coating dissolves under the action of chemical forces, and the result of homogeneous dissolution is dissolution-type failure.
The result of preferential dissolution is corrosive failure. Types of corrosion include chemical corrosion, electrochemical corrosion, and erosion, among others.
Application fields of titanium anode
Titanium anodes, with their excellent performance, have been widely used in many industrial fields and have become the core electrode material in modern electrochemical industry.
- Chlor-alkali industryThe application of titanium anodes in the chlor-alkali industry is the earliest and most important field of application. In 1968, an Italian company took the lead in putting it into chlor-alkali industrial production. In the diaphragm process for chlorine production, titanium anodes exhibit excellent resistance to chlorine and alkali corrosion, with a service life of more than 5 years. The use of titanium anodes has significantly reduced the energy consumption of chlor-alkali production and greatly improved production efficiency.
- Electrolysis of waterSodium hypochlorite generating device: used for swimming pool water disinfection, drinking water treatment, etc.
Electrochemical oxidation treatment: degrades organic pollutants in wastewater and treats cyanide-containing wastewater, etc. - Electro-metallurgical industryElectrolytic extraction of non-ferrous metals: such as the electrolytic extraction of metals like zinc, copper, cobalt, nickel, etc.
Copper foil production by electrolysis: Titanium anodes can ensure the uniformity of copper foil (thickness tolerance ±2.5% or ±1.5%) and electrolytic stability.
Production of electrolytic silver catalysts. - Electroplating IndustryIn processes such as copper plating and nickel plating.
Precious metal plating: such as gold and silver plating. - Other ApplicationsChlorate production
Perchlorate production
Electrolytic organic synthesis
Water treatment by electrocatalytic oxidation method
Electrolytic method for metal recovery
Titanium Anode Knowledge Q&A
Q:Why do titanium anodes have excellent corrosion resistance?The corrosion resistance of titanium anode stems from their unique material combination and structural design:
- Self protection of the titanium matrix: A dense oxide film is naturally formed on the surface of titanium metal. This oxide film acts like a natural protective barrier, effectively preventing further contact between the titanium matrix and the external environment.
- Protective effect of the coating: Precious metal oxide coatings not only have catalytic activity but also extremely strong chemical stability, being able to resist corrosion from strong acids, strong alkalis, and active chlorine.
- Insoluble characteristic: Unlike traditional anodes (such as graphite and lead alloys), titanium anodes hardly dissolve during the electrolysis process, fundamentally avoiding the failure problem caused by anode dissolution.
Q:How to select a suitable titanium anode according to different electrolytic environments?The following factors need to be considered when selecting the type of titanium anode:
- Electrolyte composition
Chloride systems (such as NaCl solutions): Chlorine-evolving titanium anodes should be selected, with ruthenium based coated titanium electrodes being a typical representative.
Sulfate and nitrate systems: Oxygen-evolving titanium anodes should be selected, such as iridium-based coated titanium electrodes.
Mixed system: Mixed coating anodes with special formulations may be required. - Process Conditions
Highly acidic environment: It is necessary to select coatings with a higher iridium content to enhance stability.
High current density applications: Coating formulations with high catalytic activity should be selected. - Economic factors
Due to the high price of precious metal raw materials, the cost of titanium anodes is high, which limits the use of titanium anodes.
When choosing a titanium anode, in addition to the price factor, it is recommended to select a company with more than 10 years of experience in titanium anode processing and production (Qixin anode), as their product stability is better.
Q:How to select the type of titanium anode according to working conditions?Five major parameters need to be provided:
Current density (A/m²).
Operating temperature (recommended ≤ 60℃).
Electrolyte PH value.
Solution Composition.
Specific Uses.
Q:What is the core mechanism of titanium anodes in sewage treatment?Degradation of organic compounds through electrocatalytic oxidation:
Direct oxidation: ·OH free radicals are generated on the anode surface to decompose COD (removal rate > 85%).
Indirect oxidation: generating strong oxidants such as hypochlorous acid for broad-spectrum sterilization.
Typical case: In the treatment of printing and dyeing wastewater, the operating cost of the titanium anode system is 40% lower than that of the chemical method.
Q:What are the precautions for titanium anodes during use?To ensure that the performance of the titanium anode is fully exerted and its service life is extended, the following points should be noted during use:
Prevent reverse current Titanium anodes are strictly prohibited from operating under reverse current conditions; even a very short period of reverse polarity may cause permanent damage to the coating.
Control working conditionsAvoid exceeding the maximum allowable current density, otherwise, it will accelerate the loss of the coating.
Control the temperature and pH value of the electrolyte.
Regular maintenanceRegularly inspect the condition of the coating, and promptly handle any local peeling if found.
When not in use for a long period of time, the anode should be removed from the electrolytic cell and stored properly.
Avoid mechanical damageAvoid knocking or scratching the anode surface during installation and maintenance.
Use soft tools for cleaning to avoid damaging the coating.