Basic Concepts of Titanium Anode
Titanium anode, also known as titanium-based coated anode (Dimensionally Stable Anode, abbreviated as DSA), is a new type of electrode material developed in the 1960s. By preparing a special functional coating on the surface of pure titanium or titanium alloy substrate, it not only retains the high strength and corrosion resistance of titanium, but also endows the electrode with excellent electrochemical catalytic performance.
Q:What are the advantages of titanium anode compared to graphite anodes?A:Titanium anodes have a longer service life (up to more than 3 years, while graphite anode only last 8 months), strong corrosion resistance, can avoid electrolyte contamination, and increase current density (for example, in chlor-alkali production, it is increased from 8A/dm² to 17A/dm²).
Q:What is the function of the coating on a titanium anode?
A: Metal oxide coatings can reduce resistivity (titanium substrates have poor conductivity), prevent substrate dissolution, increase current density, and adapt to different electrolytic environments (such as chlorine evolution or oxygen evolution).
Q:How are titanium anode classified?A: Classified by the evolved gas, there are chlorine-evolving anodes (such as ruthenium based coatings, used in hydrochloric acid/salt water environments) and oxygen-evolving anodes (such as iridium based coatings, used in sulfuric acid environments).
Q:How to choose a suitable titanium anode?A: The type of coating should be selected based on parameters such as electrolyte composition (e.g., chloride ion or sulfate ion content), current density (e.g., current carried per square meter), and temperature (ideally 25-60°C).
Q:What should be noted when installing titanium anode?A: Avoid significant bending or bumping to prevent the coating from peeling off; test whether the anode and cathode are short-circuited before powering on; rinse the plates when shutting down and avoid long-term immersion.
Q:What are the prohibited components in the electrolyte?
A: Cyanide ions and fluoride ions can corrode the titanium matrix, and metal particles need to be filtered (particles with a diameter > 0.1mm are prone to causing short circuits).
Q:What are the causes of coating peeling and the preventive measures?
A: The causes include mechanical damage (knocks), corrosion from electrolyte impurities, or improper craftsmanship. Prevention: Handle with care, control the purity of the electrolyte, and avoid reverse polarity operations.
Q:How to deal with scaling on titanium anode?
A: Scaling may cause short circuits. It is necessary to regularly clean the attachments on the cathode (such as stripping copper during electrolytic metal recovery) or use chemical cleaning (select the method according to the coating type).
Q:What are the effects of excessively high electrolyte temperature?
A: Temperatures exceeding 60°C may accelerate the failure of the coating, so it is necessary to control the cooling system or reduce the current density.
Q:What is the typical lifespan of a titanium anode?
Scaling may cause short circuits. It is necessary to regularly clean the attachments on the cathode (such as stripping copper during electrolytic metal recovery) or use chemical cleaning (select the method according to the coating type).
Q:How to extend the service life of titanium anode?
A: Avoid frequent starting and stopping. When shutting down, maintain a small current protection (2-5A). Clean the plates regularly and control impurities in the electrolyte. If not used for a long time, take out the titanium anode, clean it thoroughly, and store it. Avoid long-term immersion of the anode in the electrolyte to prevent shutdown corrosion.
Q:What are the signs of titanium anode failure?
A: The cell voltage increases, the current efficiency decreases, the coating peels off significantly, or the electrolytic products are contaminated.
Q: Which type of titanium anode should be used for seawater electrolysis?A:Chlorine evolving anodes (such as ruthenium-iridium-titanium coatings) are required because the chloride ion content in seawater is high.
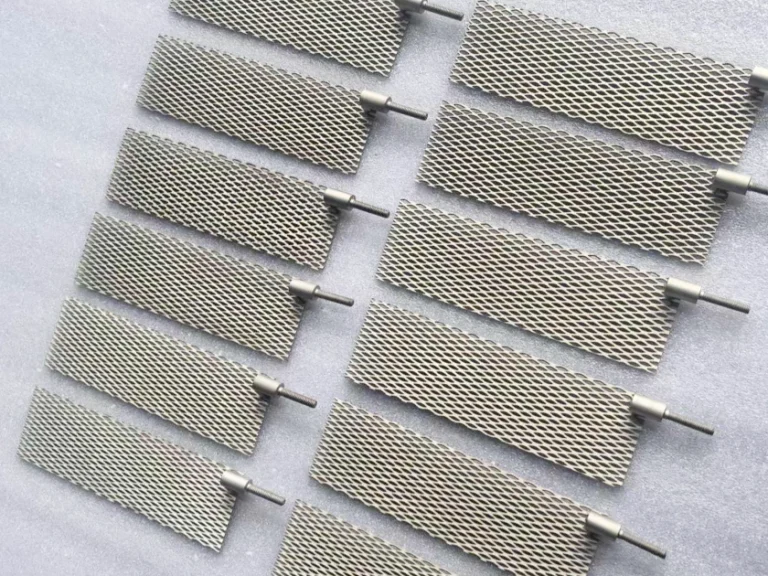
Q: What scenarios are platinum plated titanium anodes (platinum titanium meshes) suitable for?A: For highly corrosive environments (such as electroplating), the thickness of the platinum coating is usually 1-5μm, and common mesh specifications are 12.5×4.5mm and 12.5×6.5.
Q: What are the precautions for titanium anodes in the electrolytic recovery of metals?
A: The thickness of cathode deposits needs to be controlled. To improve electrolysis efficiency, copper should be stripped in a timely manner to prevent the pole spacing from becoming too small.
Q: Why do titanium anodes have good dimensional stability?A: The titanium substrate has strong corrosion resistance, is not easily corroded during use, does not dissolve in the electrolysis process, and the electrode spacing is constant, ensuring stable cell voltage.
Q: What is the influence of bubble behavior on the efficiency of titanium anodes?The dynamics of bubble nucleation and detachment are influenced by the atomic structure of the coating. Optimizing the coating can reduce bubble adhesion and improve reaction efficiency.
Q:Can titanium anodes be used in organic electrolysis?A: It needs to be selected according to the specific medium; electrolytes containing organic substances may require special coatings.
Q: What is the difference between a titanium electrode and a titanium anode?A: Titanium electrodes are a general term for titanium anodes and titanium cathodes. Titanium anodes specifically refer to electrodes used for the positive electrode, while titanium cathodes refer to electrodes used for the negative electrode.
Q: What are the storage conditions for titanium anode?A: Keep in a dry environment, avoid moisture, acid and alkali corrosion, and prevent mechanical damage.
Q:How to detect the quality of titanium anode coatings?A: It can be achieved through enhanced life testing, surface morphology analysis (such as SEM), or actual electrolytic performance evaluation.
Q: Is polarity reversal operation feasible?A: Generally, reversing the polarity is not recommended as it will cause the coating to peel off and fail. If it is necessary to use it with reversed polarity, the coating formula must be adjusted accordingly.
Q: What are the application scenarios of high-iridium coatings?A: Used in strongly acidic environments (such as sulfuric acid electrolysis) with stronger corrosion resistance.
Q: What are the advantages of titanium anode in electroplating?A: The current distribution is uniform, the coating is dense, and the service life is better than that of traditional anodes.
Specifications for the Use of Titanium Anodes
Installation NotesAvoid mechanical damage (such as collisions, bending), and test for short circuits before powering on; use chlorine-resistant polymer insulated wires for connection parts
Electrolyte ManagementControl impurities (for example, solid particles need to be filtered to a diameter of <0.1mm), and high-turbidity liquids need to be equipped with a pre-filter device.
Start stop OperationGradually increase the pressure during startup, and immediately rinse with pure water after shutdown to prevent electrolyte crystallization and corrosion; store in a dry place when not in use for a long time.
Current Density ControlSet appropriate current and voltage according to the industry, and avoid overheating of the coating caused by long-term overload operation.
Response to Special EnvironmentsFor fluorine-containing media, anti-corrosion linings need to be added to the electrolytic cell; for seawater electrolysis, regular inspections of biological fouling and the corrosion of the anode by bromide ions are required.
Surface CleaningRegularly remove the attachments on the surface of the titanium anode. In severe cases, soak it in dilute hydrochloric acid (strong alkali or sharp tools are prohibited).
Coating InspectionDuring use, the surface of the anode should be observed regularly. If scratches, wear, or corrosion spots appear on the substrate, it must be replaced immediately.
Electrical Connection MaintenanceRegularly check whether the connecting parts are corroded or loose to ensure stable contact resistance.
Records ManagementEstablish usage files to record power-on time, additives, maintenance data and performance changes, and formulate preventive replacement plans.
Repair of coating peelingMinor damage can be repainted; large-area peeling requires plate replacement; avoid polar inversion operations.
Handling of Abnormal Cell VoltageIf the voltage increases, check the thickness of the cathode deposits or coating wear.


Causes and Prevention of Titanium Anode Corrosion
Under complex working conditions, titanium anodes will undergo corrosion failure, which not only affects production efficiency but may also cause potential safety hazards. Therefore, it is crucial to conduct an in-depth analysis of the causes of their corrosion and formulate targeted preventive measures.
Analysis of Corrosion Causes of Titanium Anode
- Destruction of the passive film: the core cause of corrosionChloride ion (Cl⁻) erosionChloride ions have strong adsorbability and tend to accumulate at defects in the passive film (such as pinholes and grain boundaries). They form soluble TiCl₆²⁻ complexes with titanium ions, leading to local perforation of the passive film and triggering pitting corrosion. This problem is particularly prominent in high-chloride environments (such as seawater electrolysis and chlorine-containing wastewater treatment), where pitting corrosion will gradually expand into local deep pits, eventually causing the anode substrate to be exposed.Synergistic effect of high temperature and high current densityWhen the operating temperature exceeds 60°C, the stability of the TiO₂ passivation film decreases, and the ion diffusion rate accelerates; if there is a high current density at the same time (such as exceeding 1000A/m²), local overheating will occur on the anode surface, which will intensify the redox reaction of the passivation film, leading to cracking or peeling of the film layer. For example, in the high-temperature electrolysis hydrogen production process, if the current is not controlled properly, the titanium anode is prone to the “ablation” phenomenon.Erosion by strong oxidizing mediaIn strong oxidizing media such as concentrated nitric acid and potassium dichromate, the TiO₂ passivation film may be further oxidized into easily soluble high-valent titanium compounds (e.g., TiOSO₄), or the crystal structure of the film may be damaged due to excessive adsorption of active oxygen atoms in the medium, resulting in the failure of the passivation film.
- Crevice corrosion: Corrosion caused by local concentration differencesCrevice corrosion mostly occurs at the connection parts between titanium anodes and electrode brackets, the splicing crevices of anode plates, or the contact points between anodes and the inner wall of electrolytic cells, and its mechanism is as follows:
The flow of electrolyte in the crevice is obstructed, and reaction products (such as OH⁻, Cl⁻) continue to accumulate, forming a “concentration cell” the inside of the crevice is an anode region with oxygen deficiency and high ion concentration, while the outside of the crevice is a cathode region with oxygen enrichment and low ion concentration. A continuous current flows out from the inside of the crevice, accelerating the dissolution of the titanium matrix.
When titanium anodes and titanium alloy brackets are connected by bolts without proper sealing treatment, once the electrolyte seeps into the gap, uniform corrosion of the titanium matrix in the gap can be observed within 3-6 months. - Galvanic corrosion: Corrosion caused by the potential difference between dissimilar metalsWhen a titanium anode is in direct contact with other metals (such as carbon steel, copper alloys) in an electrolyte solution, due to the potential difference between the metals (the standard electrode potential of titanium is approximately -1.63V, and that of carbon steel is approximately -0.44V), a galvanic cell will be formed: In the electroplating tank, if the titanium anode is not insulated from the carbon steel hanger, a large area of white spots (corrosion products) will appear on the surface of the titanium anode within 1-2 weeks, and its conductivity will decrease significantly.
- Other corrosion factorsMechanical damage: During installation or maintenance, if tools collide with the surface of the titanium anode, it will cause physical damage to the passivation film; long term vibration (such as vibration from the electrolytic cell stirring device) will exacerbate the peeling of the film layer, and the exposed substrate is easily corroded by the electrolyte.
Influence of impurity ions: If there are fluoride ions (F⁻) and sulfide ions (S²⁻) in the electrolyte, they will form more stable complexes with titanium ions (such as TiF₆²⁻), accelerating the dissolution of the passive film. Especially when the fluoride ion concentration exceeds 100ppm, the corrosion rate will increase by 5-10 times.
Coating quality: Manufacturers use inferior raw materials to reduce costs, with backward coating processes and uneven coating of precious metals, which can also cause the coating of titanium anodes to peel off and corrode during use. For titanium anodes, companies with many years of manufacturing and application experience should be preferred (such as Baoji Qixin Titanium Co., Ltd), as their coating quality is more stable.
Titanium anode and applicable scenarios
Coating type | Core ingredients | Corrosion resistance characteristics | Applicable fields |
Ruthenium iridium coating | RuO₂、IrO₂ | Strong chlorine resistance | Electrolytic chlorine production, sanitation and disinfection |
Iridium tantalum coating | IrO₂、Ta₂O₅ | Acid corrosion resistance | Industrial sewage treatment, steel plate galvanizing |
Platinum coating | Pt | Resistant to strong oxidizing media | Precious metal electroplating, electrolytic hydrogen production |
Lead dioxide | PbO₂ | Resistant to strong oxidizing media | Organic synthesis, wastewater treatment |
Control the usage environment: eliminate the causes of corrosion
- Reduce the concentration of harmful ions: In media containing chlorine and fluorine, control the F⁻ concentration below 50ppm through pretreatment technologies such as ion exchange resins and reverse osmosis; regularly replace the electrolyte to avoid the accumulation of impurity ions.
- Stable operating condition parameters: Control the working temperature below 60℃, and the current density shall not exceed 20% of the design value; in high-temperature processes (such as high-temperature electrolysis), use forced cooling devices (such as cooling water jackets) to avoid local overheating of the anode.
Improve structural design: avoid the risk of local corrosion
- Eliminate gap structures: When connecting the titanium anode to the bracket, use welding instead of bolt connection, or install a fluororubber sealing ring at the bolt connection to fill the gap; when splicing anode plates, ensure that the weld is flat and gap-free, without welding defects such as air holes.
- Optimize the geometric shape: Design the anode edges with arc transitions (radius ≥ 2mm) to avoid current concentration at the corners; large titanium anodes can adopt a mesh structure to improve electrolyte fluidity, optimize current conduction, and reduce corrosion caused by local concentration differences.
Avoid galvanic corrosion
- Matching of the same material: For the connecting components (brackets, binding posts) of titanium anodes, it is preferred to use industrial pure titanium (such as Gr1/Gr2) that is the same as the base material. If dissimilar metals need to be used, an insulating gasket (such as a polytetrafluoroethylene gasket) should be installed at the contact part to block the galvanic current.
- Control the potential difference: When it is necessary to match with other metals, select metals with a potential difference of less than 0.2V (such as titanium and Hastelloy C276).
Typical Application Fields of Titanium Anodes
Due to its excellent performance, titanium anodes have been widely used in various fields such as electrolysis industry, environmental protection, and electroplating, becoming a key material for the upgrading of related industries:
- Chlor-alkali industry: Used for electrolyzing saturated brine to produce caustic soda (sodium hydroxide), chlorine gas, and hydrogen gas, and it is the mainstream electrode in the chlor-alkali industry.
- Non-ferrous metal electrolysis: Used for electrolytic refining of metals such as copper, nickel, and zinc, as well as electrolytic preparation of high-purity copper foil (used in lithium batteries and PCB boards).
- Electrolytic Chlorine/Sodium Hypochlorite Production: Sodium hypochlorite disinfectant is generated through the electrolysis of brine, and it is applied in municipal sewage disinfection, aquaculture water disinfection, etc.
- Electrocatalytic oxidation wastewater treatment: Degrades high-concentration organic wastewater from industries such as printing and dyeing, chemical engineering, and pharmaceuticals, and decomposes pollutants like COD and ammonia nitrogen.
- Sludge treatment: Breaking down sludge flocs through electrochemical reactions, reducing sludge moisture content, and improving the efficiency of subsequent treatment.
- Decorative electroplating: Used in processes such as chromium plating and nickel plating to improve the uniformity and gloss of the coating, and applied to automobile parts, hardware, etc.
- Functional electroplating: Used for gold plating, silver plating, palladium plating, etc. of electronic components to ensure the conductivity and corrosion resistance of the coating.
- Hydrogen production by electrolysis: Used in proton exchange membrane water electrolysis for hydrogen production (PEM electrolysis), improving hydrogen production efficiency and electrode lifespan.
- Cathodic protection: As the anode of the impressed current cathodic protection system, it is used for corrosion prevention of large steel structures such as offshore platforms, oil pipelines, and bridges.
Titanium anode have addressed the issues of easy corrosion and short service life associated with traditional electrodes (such as graphite and lead alloys) while enabling efficient electrocatalytic reactions, thus becoming a core material in the modern electrochemical industry.